We Help to Build Your Business
We successfully cope with tasks of varying complexity, provide long-term guarantees and regularly master new technologies.

Get in touch
374 William S Canning Blvd, Fall River MA 2721, USA
We successfully cope with tasks of varying complexity, provide long-term guarantees and regularly master new technologies.
374 William S Canning Blvd, Fall River MA 2721, USA

Sustainability in the apparel industry is a growing concern for both consumers and companies. It involves adopting practices that minimize the environmental impact of clothing production, promote ethical labor practices, and create long-lasting, high-quality garments. Some common sustainability initiatives in the apparel industry include using eco-friendly materials, reducing water and energy usage in production, implementing fair labor practices, reducing waste through recycling and upcycling, and supporting local communities. By focusing on sustainability, apparel traders can not only reduce their carbon footprint but also appeal to environmentally conscious consumers.
Our partner manufacturing facilities are designed in accordance with international benchmarks. The tightest social and environmental norms and regulations are met by all of our facilities, which have undergone audits and certifications.
It is our duty to show concern. We need to locate the greatest, safest, and most compliant vendors we can. Customers need to understand that quality and safety come at a slightly greater cost. It cannot be avoided.
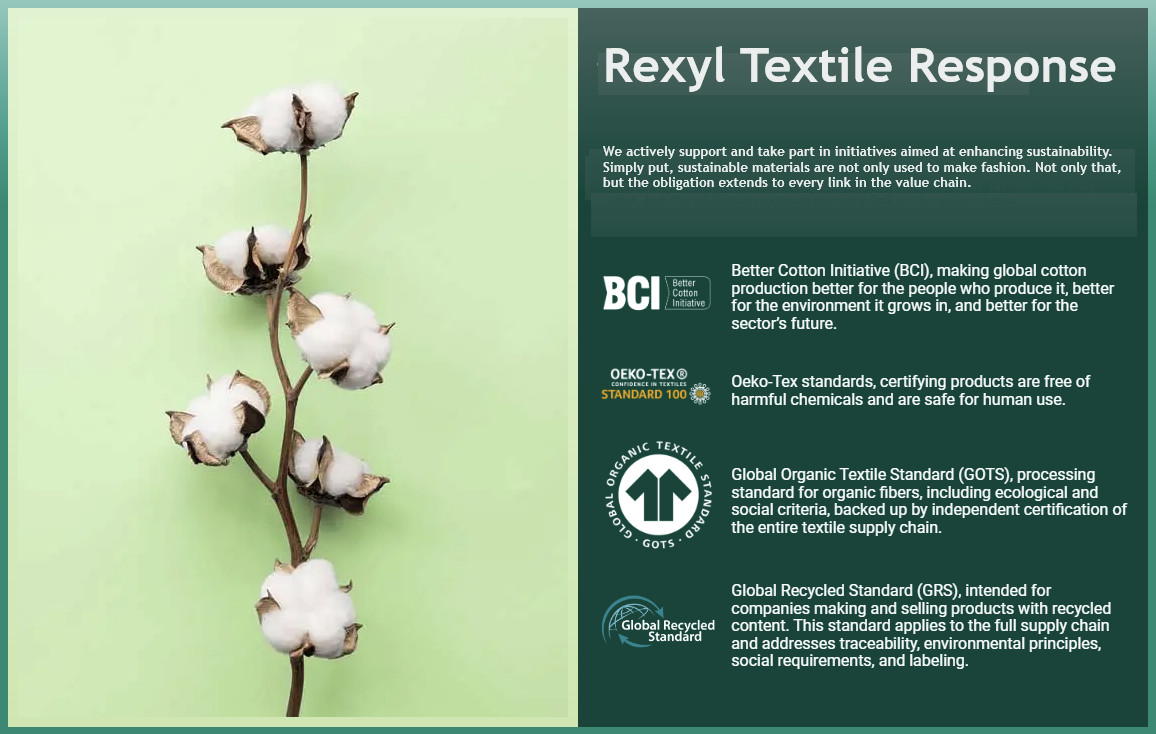
Our partner manufacturers are taking few initiatives for sustainable production.
Waste Heat Recovery from Gas Generator EnginesWe have installed a Heat exchanger in the exhaust of 5 engines for supplying hot water to the Fabric Dyeing section, thereby saving about 4 tons of steam that would have otherwise been required for the heating of water. One more Waste Heat Recovery Boiler is being ordered for utilizing heat energy from 4 more Gas-Generator.

Waste heat boiler uses the heat formed as a byproduct of another process, heat which would normally be wasted, and uses it to create steam. We utilize waste heat from generators to improve overall energy balance.

In the Dyeing section too, hot water for the dyeing machines is supplied after pre-heating by circulating through coils fitted in the Feed Water Tank where Latent heat of Condensate is utilized.
In order to save energy, water supply pumps for the dyeing processing plants are controlled by inverters, where automatically it reduces speed or shuts down a pump when requirement is low.
Installed solar panel with capacity of 300 kWh for the lighting of the office building.
Water Conservation

Our Effluent Treatment Plant (ETP) provides effective solutions to effluent odor control, BOD reduction, aeration, clarification, phosphorous and nitrogen removal and more. From a specific process analysis applicable to our manufacturing facilities an overall efficient system has been set up.

We have installed 3 sets of CONDENSATE recovery systems, thus about 90% of feed water for Boiler is re-used at 85~94 degree Celsius, saving on consumption of water, chemicals, as well as gas for burners.

Raw Materials Conservation
Caustic Recovery
Condensate RecoveryCaustic recovery plant has been set, which can save up to 98% of caustic soda. During the mercerizing process, the diluted caustic soda (weak lye) from the Mercerizing machine is normally drained out and wasted. After installation of CRP, this diluted caustic soda about 7.0 Boom is recovered by transferring the weak lye by pump to the CRP for evaporating water, and producing Strong Lye of about 40 Boom so that it can be reused in the Mercerizing machine.

For the preservation of Environment, NOx analyzer is used for maintaining correct Fuel/Air ration in the gas engines so that perfect combustion is achieved.